不銹鋼承插法蘭

返回查看[不銹鋼法蘭]產品
溫州法蘭承插法蘭:密封面形式突面,全平面,凹凸面,榫槽面,環連接面。
承插法蘭生產材料:
碳鋼:(Carbon Steel):ASTM A105,20#、Q235、16Mn、 ASTM A350 LF1, LF2 CL1/CL2, LF3 CL1/CL2、ASTM A694 F42, F46, F48, F50, F52, F56, F60, F65, F70;
不銹鋼:(Stainess Steel): ASTM A182 F304、304L、 F316、316L、1Cr18Ni9Ti、0Cr18Ni9Ti、321、18-8;
合金鋼:(Alloy Steel): ASTM A182 F1、 F5a、 F9、 F11、 F12、 F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、 St45.8/Ⅲ;
法蘭種類:
板式平焊法蘭,帶頸平焊法蘭,帶頸對焊法蘭,承插焊法蘭,對焊環松套法蘭,平焊環松套法蘭,螺紋法蘭,法蘭蓋,管板法蘭,八字盲板法蘭,異徑管法蘭。
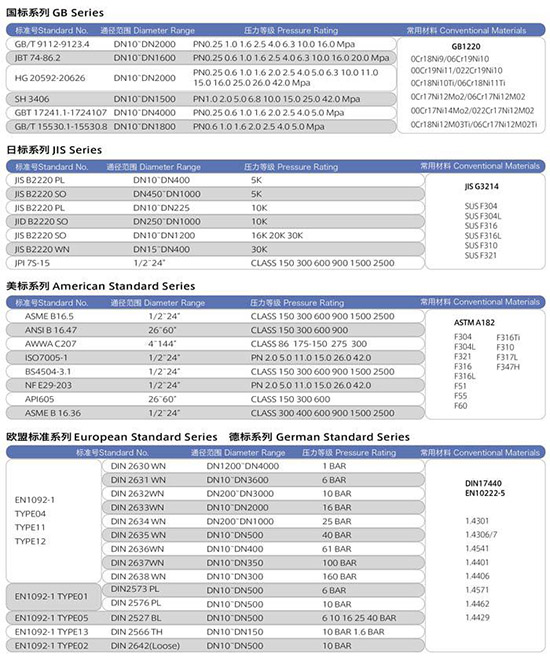
法蘭標準:德國標準DIN,美國標準ANSI、ASME,英國標準BS,日本標準JIS,意大利標準UNI,德國標準GOST和中國標準GB、HG、JB等。
我國鋼制管法蘭國家標準體系GB
13)公稱壓力:0.25Mpa~42.0Mpa
a、 系列1:PN1.0, PN1.6, PN2.0, PN5.0, PN10.0, PN15.0, PN25.0, PN42(主系列)
b、 系列2:PN0.25, PN0.6, PN2.5, PN4.0
其中PN0.25,PN0.6,PN1.0,PN1.6,PN2.5,PN4.0共6個等級的法蘭尺寸系屬于以德國法蘭為代表的歐洲法蘭體系,其余為美國法蘭為代表的美洲法蘭體系。
在GB標準中,從屬于歐洲法蘭體系的公稱壓力級大的為4Mpa,從屬于美洲法蘭體系的公稱壓力級大為42Mpa。
14)公稱通徑:10mm~4000mm
15)法蘭的結構形式:
整體法蘭
單元法蘭
a、螺紋法蘭
b、焊接法蘭 對焊法蘭
帶頸平焊法蘭 帶頸承插焊法蘭 板式平焊法蘭
c、松套法蘭 對焊環松套帶頸法蘭 對焊環松套板式法蘭 平焊環松套板式法蘭 板式翻過松套法蘭
d、法蘭蓋(盲孔法蘭)
16)法蘭密封面:平面、凹面、凹凸面、榫槽面、環連接面
應用范圍:石油、化工、醫藥、航天、軍用、消防、燃氣、電力、核電、冶金、造船、食品、壓力容器、制藥、城市供水及環保等行業
法蘭適用標準:
化工部HG20597-1997、國標GB,美標ANSI B16.5、AMSE B16.47,化工部HG20619-1997、英標BS EN1092,德標DIN,石化部SH3406,日標JIS,非標
鍛造時,模具潤滑和預熱是兩個重要的因素。充分良好的潤滑,模具預熱,提高鍛造溫度均有利于克服平焊法蘭鍛件表面低密度層的形成,能保證鍛件質量、提高模具壽命、降低變形阻力,利于預成形坯充滿模具型腔。模具溫度開始應預熱到200-300度,但過高的模具溫度會降低模具壽命,連續鍛打生產中,模具溫度應能自動控制。例如采用噴涂潤滑劑或噴冷壓縮空氣來降低模具溫升。通常平焊法蘭鍛造潤滑劑,一般均選擇水基石墨懸浮液或膠體石墨懸浮液,在模具和預成形坯表面噴涂。也有采用水溶性玻璃潤滑劑,噴涂模具表面或預成形坯表面。平焊法蘭鍛造工藝對設備要求,比傳統模鍛要嚴格,沖頭的位移特性必須同預成形坯的變形致密特點相匹配。坯料與模具的接觸時間要盡可能的短。鍛壓機要有良好的剛性,活動橫梁及活塞要有良好的導向精度才能確保鍛件精度。因此,平焊法蘭鍛造一般選擇機械壓力機,如曲軸壓機,或精度較高的摩擦壓力機。304不銹鋼帶頸法蘭SO:帶頸平焊法蘭,頸部高度較低,對法蘭的剛度、承載能力有所提高。與對焊法蘭相比,焊接工作量大,焊條耗量高,經不起高溫高壓及反復彎曲和溫度波動,但現場安裝較方便,可省略焊縫拍揉傷的工序,較受歡迎。